At our facility, creativity knows no bounds. We welcome projects of all sizes and complexities. With extensive 3D printing capabilities, we handle both large and small batch orders with ease. Our services include cutting-edge 3D design, prototyping, production and meticulous post-processing.
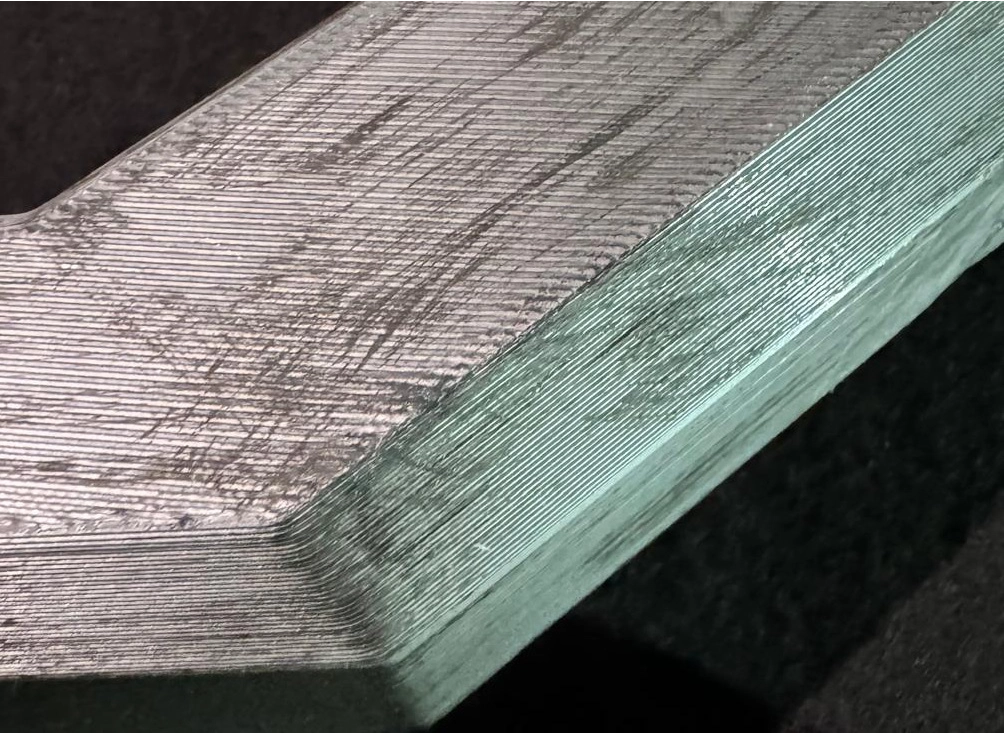
Fused Deposition Modeling (FDM), also known as Fused Filament Fabrication (FFF), is one of the most commonly used 3D printing technologies. It works by extruding a thermoplastic filament through a heated nozzle, which deposits the material layer by layer onto a build platform. This method is widely used due to its cost-effectiveness and accessibility, making it ideal for prototyping and creating functional parts. Popular materials include PLA, ABS, PETG, and TPU. However, FDM prints often have a rough surface finish and lower resolution compared to other technologies, which can limit its use in applications requiring high precision.
Stereolithography (SLA) is a 3D printing technology that uses a UV laser to cure liquid photopolymer resin into solid layers. The laser selectively hardens the resin in a tank to create the desired object layer by layer, resulting in prints with exceptional detail and smooth surface finishes. SLA is highly suitable for applications requiring intricate designs, such as jewelry, dental models, and prototypes. However, it has some drawbacks, including the higher cost of resins and the need for post-processing steps like washing and UV curing to finalize the prints.
Selective Laser Sintering (SLS) utilizes a laser to sinter powdered materials, typically nylon or composite powders, to form solid structures. The powdered material acts as both the building material and support, allowing for the creation of complex geometries without the need for additional support structures. SLS is widely used for creating durable, functional parts, especially for industrial applications. Despite its advantages, SLS requires expensive equipment, and printed parts often have a rough surface finish that may require additional post-processing.
For each project, we choose the best technology based on size, material, required properties, and cost. This ensures the chosen approach aligns with project needs ensuring optimal results in quality and efficiency.

PLA is one of the most commonly used materials in FDM printing. It is biodegradable, easy to print, and has a low melting temperature (around 180–220°C). PLA has good strength and hardness but is brittle and not very heat-resistant (softens around 60°C). It is ideal indoor products, that won‘t be subjected to mechanical stress or heat.
Nylon is known for its excellent strength, flexibility, and wear resistance. It is ideal for mechanical parts that require flexibility and resistance to friction. It prints at temperatures of around 240–270°C and requires a heated bed. Nylon is hygroscopic, meaning it absorbs moisture, which can affect print quality, so proper storage and drying before printing are essential.
PVA is used as a support material for printing more complex models with overhangs or cavities. It is water-soluble, allowing for easy removal of support structures. It prints at temperatures around 190–220°C and is primarily compatible with PLA and some other materials. PVA is hygroscopic and must be stored dry to prevent degradation.
ABS is strong, durable material, but it is more challenging to print. It prints at higher temperatures (220–250°C) and requires a heated bed due to its high tendency to shrink, which can cause warping. ABS is impact-resistant, heat-resistant (up to 100°C), and has good mechanical properties. It is used for functional parts, prototypes, and items that need to withstand stress.
TPU is a flexible, elastic material that is highly impact-resistant and wear-resistant. It is used for printing flexible parts such as seals, bumpers, or protective covers. TPU melts at around 220–250°C and requires lower printing speeds, as its flexibility can cause extrusion issues. It has excellent chemical resistance and is resistant to oils and grease.
HIPS is another support material, primarily used with ABS. It is soluble in limonene, making it easy to remove from complex models. HIPS itself is lightweight and durable, so it can also be used for printing lightweight parts. It prints at temperatures around 230–250°C.
PETG combines the properties of PLA and ABS. It is tough, impact-resistant, and heat-resistant, while being easier to print than ABS. It prints at temperatures of around 220–250°C and has less shrinkage compared to ABS. PETG is resistant to chemicals and moisture, making it suitable for outdoor applications and functional parts exposed to more demanding conditions.
ASA is similar to ABS but has better resistance to weather and UV radiation. This makes it ideal for outdoor use and applications where parts are exposed to sunlight and other environmental factors. It also has good strength and heat resistance. It prints at similar temperatures to ABS (220–250°C) and requires a heated bed to prevent warping.
Polycarbonate is a very strong and durable material, ideal for parts requiring high impact resistance and heat resistance (up to 110°C). It prints at high temperatures (250–300°C) and requires a heated bed and sometimes an enclosed printer to prevent warping. PC is commonly used in industrial applications and for producing functional parts.
These materials cover a wide range of requirements for strength, flexibility, resistance to heat, chemicals or UV exposure. The choice of material depends on the specific application and the conditions to which the final product will be subjected.
After printing, most projects require finishing processes, also known as post-processing. Depending on the complexity, the appropriate combination of techniques is chosen.
Product: Orc's hand
Techniques used: airbrush, wetbrush

Product: Wooden part of lootbox
Techniques used: airbrush

Product: Orange whith leaf and stem
Techniques used: glueing, wetbrush

Product: Metal part of lootbox
Techniques used: drybrush
We do all major techniques connected to FDM technology, namely: air brush, dry brush, sanding, filling, priming, gluing, aceton smoothing and polishing.
The final step in production is assembly. In Apollo, we are able to work with a wide range of electronics, such as a sound chip that plays a 30-second audio clip when the button is pressed.

Similarly, we can integrate lighting into a 3D model of a bottle with a dusk-to-dawn sensor in the neck and replaceable batteries. This self-contained product automatically lights up at dusk and shuts off at sunrise once installed in a restaurant.
At Apollo, we maintain full transparency when it comes to 3D print pricing.
Here are several factors that influence the final price:
The size of the printed object plays a key role in determining the price. Larger models require more material and longer print times. For instance, a small item might be completed in a few hours, while larger models with complex geometries could take several days. Size impacts not only the cost of printing but also any subsequent processes, such as finishing or surface treatments.
Detailed designs and complex geometries require more time for preparation and printing. Models with fine details, supports, or intricate structures may necessitate adjustments to the printing settings or the use of specialized technologies. Preparing complex models often involves editing the digital file, which adds to the overall cost.
The choice of material has a significant impact on the final cost. Standard materials like PLA or PETG are cost-effective and suitable for most projects. Premium materials, such as carbon composites, flexible thermoplastics, or heat-resistant materials, tend to be more expensive. Each material has unique properties, including strength, flexibility, transparency, or durability, which can influence the cost.
Each technology has unique features and cost implications. FDM (fused deposition modeling) is often favored for its affordability and versatility. SLA (stereolithography) is ideal for smooth surfaces and detailed work, while SLS (selective laser sintering) delivers high precision and strength through powder-based materials. Advanced technologies like SLS are more expensive but provide exceptional results for demanding applications.
Printing time depends on several factors, including the chosen technology, object size, layer thickness, and nozzle size. For example, thinner layers provide higher detail but extend print duration. Printing speeds for technologies like FDM typically range from 30–300 mm/s, while SLA or SLS, which use lasers or powders, operate with entirely different dynamics.
Higher print quality and precision come with increased time and resource demands. Prototypes for technical use or visually impressive models often require a detailed finish, which can raise the cost. Standard print settings are more budget-friendly, while the highest level of detail is associated with higher expenses.
The price ranges from 50 to 150 Kč per hour and depends on the factors mentioned above. Whether you need a single piece or a larger batch, we’re here to create a custom quote that fits your needs. Share your idea and we’ll provide a tailored solution to match your vision.

custom 3D printing, bespoke 3D printing, 3D design, 3D models, 3D prototypes, 3D scan, creative 3D design, industrial 3D printing, plastic 3D printing, metal 3D printing, resin 3D printing, fluorescent filament, metallic filament, wood-filled filament, elastomer filament, eco-friendly filament
